Selecting a CNC Mist Collector
The Tri-Mist 850 and Tri-Mist 1400
- Increased employee health risks
- Sticky machine tools
- Coated light fixtures
- Reduced employee moral
- Slippery floors
- Clogged HVAC systems
- Increased fire risks
- Excessive loss of Coolant
Finding the right high-efficiency mist collector for your application to accomplish these goals is important to ensure employee health and a productive work environment.
Which technology?
Mist collectors generally utilize one of three technologies: centrifugal, media or electrostatic precipitation.
Centrifugal Mist Collectors
Centrifugal Mist Collectors operate using centrifugal force. They spin the filter elements which trap the mist and agglomerate it back into larger droplets. These larger droplets are then spun out onto the wall of the filter drum where they are collected, drained, and removed from the mist collector. Centrifugal mist collectors have been around for a long time and it’s is older technology. In theory, they work, but in today’s practical applications they can present numerous challenges to efficient and productive operations. In some cases, they are no longer effective on applications in modern day manufacturing operations.
First, a centrifugal mist collector can be a high maintenance piece of equipment. When the spinning elements start to become dirty they may tend to become unbalanced. This creates vibrations that can be transmitted to the machine tool. Extraneous vibrations introduced into the machine tool operation can make holding close tolerances impossible. If machining precision parts such as precision medical or aerospace components, you may encounter difficulties. For precision machining, a precision balance impeller is desirable. Be prepared for maintenance to keep a centrifugal collector operating properly. If high-pressure coolant pumps are being used in conjunction with the metalworking fluid, extreme atomization of the fluid will occur creating very small submicron particles which do not lend themselves very well to centrifugal separation. In this case, HEPA post filtration will be required.
While centrifugal technology may be adequate for low-pressure light machining it will not remove any smoke created in the process. Smoke is comprised of submicron particles and can be prevalent in modern machining operations where high-pressure coolant and aggressive cuts are common. A centrifugal collector in this application will also require the addition of a HEPA filter.
The airflow volume is not adjustable on a centrifugal mist collector; they run at maximum output all the time. As we will see below, the ability to vary the output of the impeller is important and advantageous. Centrifugal mist collectors tend to be noisy and may require frequent maintenance and rebuilding as previously noted. Because they will not capture very small particles (smoke and very finely atomized mist), they generally require the addition of a HEPA filter to capture these contaminants.
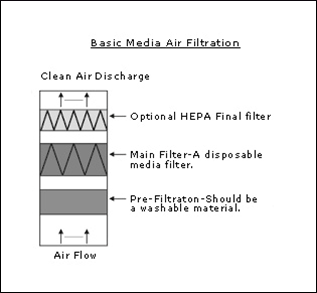
Media Mist Collector Technology
A media-based mist collector employs barrier technology. There is a container for the components and they basically consist of a blower/impeller, perhaps tracks for some kind of pre-filtration, the main filter compartment, and perhaps some type of post-filtration if it is offered. The blower/impeller is often oversized to compensate for an ever-declining airflow volume due to increasing restriction as the filter or filters becomes dirty and clogged. Thus, while a media collector’s retention efficiency increases over time (due to contaminates clogging the filter), its airflow volume decreases. Different media materials with different retention values are available and in many instances can be tailored to the specific application. Replacement filters are an ongoing expense. When they get dirty the must be replaced. If one looks at the cost over the life of the collector, a media mist collector in a source capture application can be expensive to own and operate. The cost of filter disposal when factored in increases the cost of operation, and ownership even more.
Because media mist collectors tend to be oversized to compensate for the loss of airflow volume due to clogging, they tend to use larger blowers making them less energy efficient and increasing the operating cost. Oversizing a media mist collector can make the problem worse, not better. A fixed speed oversized blower can cause excessive air flow that tends to draw up large droplets of mist which would normally drain back into the coolant reservoir leading to media clogging which shortens the life of the filter and causes unnecessary maintenance and filter replacement costs. Media air cleaning systems in many instances are better left to ambient air cleaning applications. Please note however that in certain applications properly designed media mist collectors are an entirely appropriate choice.
Smaller machine mounted media mist collectors often lack sufficient media area to provide for adequate filter life. It is important to learn how many square feet of collection area is included with this type of collector, what its retention level is, and an estimate of the life of the filter because you are going to be replacing those filters for a long time.
Smaller media mist collectors that are promoted for machine mounting often have less than 40 sq. ft. of media. That is not much especially when you consider the hours of operation. If a machine tool is running two shifts, you can count on replacing the filters on a frequent basis. If using straight oil, you should be sure you have sufficient pre-filtration and media collection area. A water-soluble coolant will tend to be more forgiving.
If considering a centrally ducted system, there are some issues you should be aware of. First, ductwork is expensive to purchase, install and maintain. Over time, machining fluids will tend to pool in horizontal duct runs and these runs will eventually leak. Ductwork should also be cleaned on a regular basis. Overhead ductwork will interfere with lighting, create shadows and can be unsightly in general. In a modern clean manufacturing facility, these are negative factors for employees and the shop environment. When it is time to change filters on ceiling mounted centrally ducted mist collectors, ladders or lifts will be needed because the mist collector will not be very accessible.
Electrostatic Precipitators
Electrostatic precipitator (ESP) mist collectors utilize electrostatic technology for the collection of oil mist, smoke, particulate and submicron contaminates using high voltage electric ionization wires, and collector plates to accomplish their goal. The mist and smoke saturated air enters the ESP cell and passes through an ionization stage containing the high voltage ionization wires. In this stage, a charge is applied to the particles and contaminates as they pass through. The air then moves into the collection phase where it passes the collector plates. In the collection phase, an opposite charge attracts and collects the particles of contamination and coolant where it collects and drains to a drain fitting where it can then be recycled to the machine tool sump or disposed of.
It is well established that ESP mist collectors are very efficient when used to capture machining fluids used in modern machining applications. This technology is very effective when combined with efficient mesh pre-filtration stages and can be followed up with high efficiency final filtration should that be required.

The ability to control the airflow volume allows the matching of the airflow requirements with the specific machine tool and the job. If there is excessive airflow, you can unnecessarily waste coolant and blow contaminants through the collector. A media collector if oversized operating at full capacity may unnecessarily clog filters and shorten their life causing excessive replacement of filters.
The objective when installing a mist collector on a machine tool is to clear the air and contain the coolant mist within the cabinet. To do this, we need only enough air flow to draw negative pressure in the machine tool cabinet. Greater airflow than that is not required and could cause blow thru of contamination. The airflow should be adjusted to attain negative pressure in the cabinet and prevent contaminants from escaping through places such as the door, bar feeder, and the chip drag. The mist and smoke that would have exited these areas it evacuated up and through the ESP collector and clean air is returned to the work area. In the case of a mist collector, more is not always better and often can make things worse.
Today’s machining operations often involve the use of high-speed spindles, aggressive machining and the use of high-pressure coolant pumps (1,000 psi and more). The use of high-pressure pumps creates very fine highly atomized coolant mist. This calls for the use of a very efficient mist collector with some type of pre-filtration impingers that will agglomerate the smaller particles that are in the air stream. This followed by passes through multiple ESP cells and in some cases, high-efficiency post filtration will do an excellent job of providing clean air to the work environment. Be sure the unit you are considering incorporates a variable speed control in the design.
When considering a media collector be aware of the ongoing cost of replacement filters and the frequency of replacement. Factor in the additional time required to perform maintenance. Try to get an estimate on how long the filters will last between changes. This is difficult to predict because the variables but even a rough idea will allow you to estimate the annual cost of replacement filters. Machine mounting the mist collector as opposed to a central system makes periodic maintenance much easier. Additionally, a central system will make the recycling of the machining fluid back to the machine tool a much more complicated process.
Be sure to understand your warranty. How many years? What does it cover? What kind of service and support can you expect? Are parts readily available? If you have questions, will they be readily answered? Can you recycle the machining fluid? What provisions are made to return the collected coolant to the machine tool sump?
Tri-Mist Mist Collectors
Why select a Tri-Mist Mist Collector? Let’s look at some of the reasons and benefits.
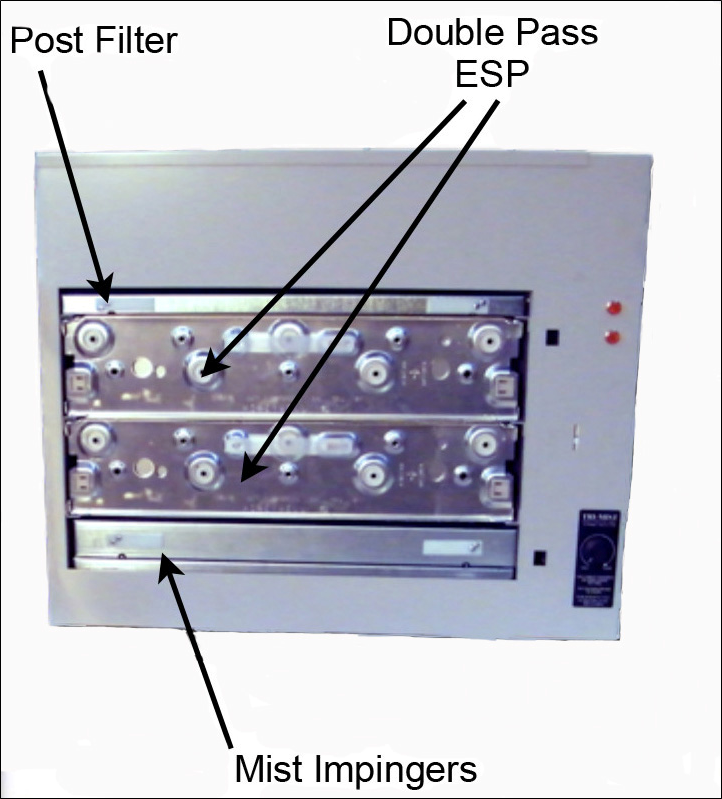
First, let’s consider efficiency. Tri-Mist Mist collectors are high-efficiency systems. Utilizing double or triple pass electrostatic precipitation technology, these units are very efficient on oil, water-soluble coolant mist and smoke. The ESP technology is effective with most all modern machining fluids and the double pass configuration yields an efficiency of 99% per ASHRAE 52.1. In addition, the Tri-Mist 850-G2 is designed with 4” of mesh pre-filtration (washable) followed by a multi-pass through the two ESP cells (also washable). The final stage is a one-inch wire mesh filter. At 105.8sq.ft., the Tri-Mist850-G2 offers the most collection area available in small compact machine mountable mist collectors. This in addition to the 4” of stainless steel mesh pre-filtration where large droplets of coolant mist are removed. The Tri-Mist also offers the flexibility of adding a 5th stage which is an optional High-Efficiency Filter rated at 99.97% DOP @ .3 micron.

No expensive filters to replace
The Tri-Mist’s ESP cells and stainless steel mesh impingers are washable. Periodically wash them, blow them off and put them back into the collector and you’re ready to go. With proper maintenance, the ESP collector can provide years of reliable service. Any wear items are readily available eliminating any excessive downtime. There are no expensive filters to replace.
Energy Efficient
The low energy consumption of these units (the 850 operates on 300 watts) makes them ideal for machine mounting. They are plug & play and are easily installed. There is no for expensive installation costs.
Tri-Mist Mist Mist Collectors come with a four-year limited warranty and all Tri-Mist Mist Collectors are U.S.A. built.
